ПРАВИЛА ПОДБОРА РАСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ГОРЕЛОК MIG
ПРАВИЛА ПОДБОРА РАСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ГОРЕЛОК MIG
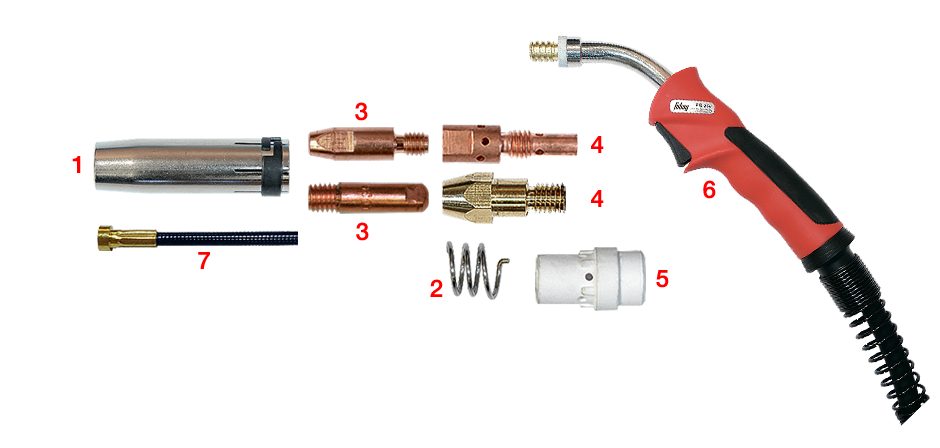
- Газовое сопло выбирается в зависимости от модели самой горелки MIG (15, 24, 25, 26, 240, 36, 40, 400, 450, 500). Диаметр сопла выбирается исходя из необходимой защиты сварочной ванны. Чем больше диаметр сопла, тем большая защита сварочной ванны создается. Но на практике часто встречается ситуация когда в процессе работы с течением времени все опознавательные знаки с горелки стираются. Как подобрать сопло к такой горелке MIG?! По косвенным признакам, нужно измерить длину сопла, диаметр отверстия выхода газа и посадочный диаметр, полученные данные отправляйте на нашу почту zakaz@KO174.ru, и мы подберем для Вас подходящее сопло.
- Пружина или спираль сопла. В основном используется на 15й и 25й модели горелок, например (MB-15AK, MB-25AK). Пружина учавствует в безрезьбовом соединении газового сопла, что позволяет снять его в одно действие.
- Сварочный наконечник. Еще их называют токосъемы, семечки и т.д. Имеют резьбу М6, М8, М10. Диаметр сварочного наконечника подбирается под диаметр сварочной проволки. .
- Вставка под наконечник, он же адаптер контактного наконечника выбирается под модель самой горелки, и имеет резьбу М6 либо М8.
- Газовые диффузоры различаются материалом изготовления: пластик или керамика.
- Гусак горелки.
- Направляющий канал выбирается в зависимости от диаметра и химического состава сварочной проволоки. Тефлоновый канал используется для сварочной проволоки из алюминий-содержащих сплавов. Стальной канал – для остальных сплавов.


 Сварка при минусовой температуре не рекомендована, так как появляется большая вероятность получить некачественное соединение.
Сварка при минусовой температуре не рекомендована, так как появляется большая вероятность получить некачественное соединение.
/s.siteapi.org/2702f847f75c8de/img/krhk4k8ia2o0wcc8kcwksk88o4sw8g)