
Жидкость от налипания сварочных брызг
- Не выделяет едкого дыма при испарении в процессе сварки, в отличии от жидкостей на основе оксиэтилированного нонилфенола.
- Обезжиривает и защищает от коррозии
- Уменьшает необходимость механической обработки с помощью абразивных материалов, что сокращает расходы до 400% на зачистку металла после сварки.
Не выделяет едкого дыма при испарении!
Не содержит масел и силикона и оксиэтилированного нонилфенола.
Сокращает расходы до 400% на зачистку металла после сварки!
Уменьшает необходимость механической обработки с помощью абразивных материалов, что сокращает расходы до 400% на зачистку металла после сварки.
Обезжиривает и защищает от коррозии!
Не требует специальной обработки перед покраской.
Экономичный расход
Примерный расход до 40 грамм на квадратный метр.
Новые сварочные краги, которые выдержат дыхание дракона

Краги из черного спилка Drago это самая крутая из наших сварочных краг, в которой собраны лучшие решения для защиты рук от огня. Читать далее
Новое поступление сварочной химии
Новое поступление сварочной химии:
- средства против налипания брызг при сварке
- охлаждающие жидкости. Читать далее

Революция в свете сварки. Новые светофильтры True Color (естественная цветопередача)
Сварочный процесс приобретает естественный окрас в глазах сварщика!
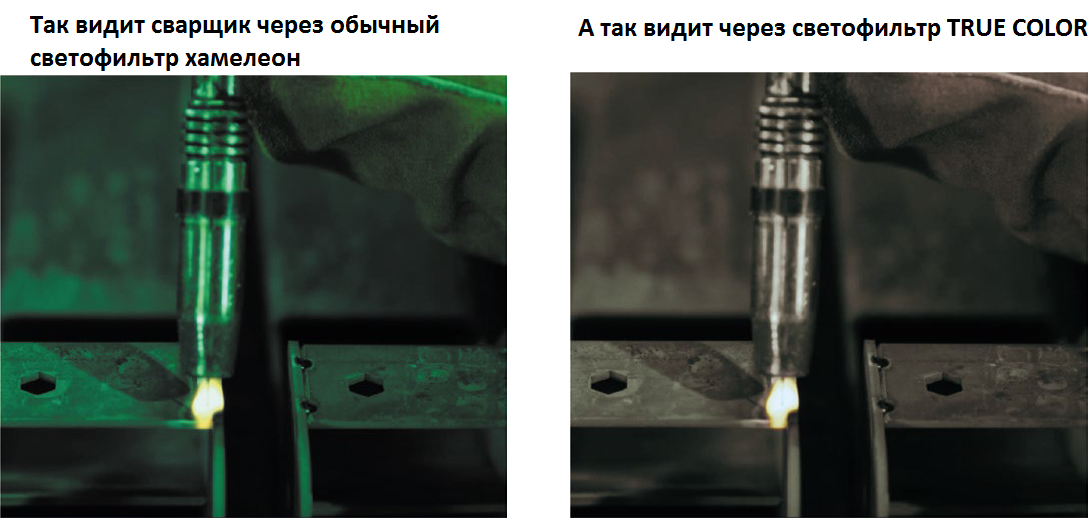
Цветопередача светофильтра TRUE COLOR позволяет естественно видеть весь процесс сварки через маску.
Гарантия на сварочные маски теперь 2 года, подробности ниже...

ГК «Сварог» с 24 апреля 2019 г. изменила условия гарантии на сварочные маски ТМ «Сварог». Теперь гарантия составляет 2 года вместо одного на все сварочные маски ТМ «Сварог».
На сайте появились Газовые сопла для горелок MIG

На сайте посторянно ведутся работы по наполнению, и на сей раз был добавлен раздел Газовые сопла для горелок MIG.
Повышение цен на продукцию ESAB

В связи с падением национальной валюты и повышением затрат на себестоимость продоукции ООО "ЭСАБ" информирует о повышешнии цен на сварочные материалы и проволоку производства ESAB.
Цены на электроды ОК-46.00 также поменялись.
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/7c70041fff16542b2a58844e07f9d0a70f584332.jpg "Сварочные инверторы в Челябинске. Низкие цены")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/afcef1c23f816ca5829377a8f359cbc9f9f29fb1.jpg "Сварочные полуавтоматы MIG MAG в Челябинске. Низкие цены")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/9956600d49955a1b8abe99d7e50a1d6f5bc82055.jpg "Сварочный инвертор TIG в Челябинске. Низкие цены")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/6shpb22bp4gs4w4w08s4g84cggksg4 "печь для электродов")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/3kk7738yj9wko0840o0w8sgko48ssg "Средства защиты сварщика")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/5womp2ui93swcggwko4sg8kcc4oc00 "Газосварочное оборудование")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/h5wb0va8cdko0okccsgs4kgk440woo "Абразивные материалы")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/3v1cei7mozswcsk8osgsks88og8w8w "Сварочные материалы")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/s.siteapi.org/2702f847f75c8de/img/qie6r5mb3rkc4cccgkgs00so08soko "Аксессуары")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/88e6a547bqsc80cwk0ggks0sgsgso8 "для сварки mig")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/s.siteapi.org/2702f847f75c8de/img/4v7u841et82s008ogs84ggoc8wk0k4 "Комплектующие для аргонодуговой сварки TIG")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/43u02j5yt5og0s8ogsc400kww0o8kw "Комплектующие для плазменной резки CUT")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/dh32lv2p5vwocs8g8o8g04kg4gw4cg "Соединительные разъемы")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/l448fkwhbwg0o0ks0g0go8o04k8kk0 "Электрододержатели")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/kvxukakyr3kos0w0og88k4sows44og "Клеммы заземления")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/1brcm8x1zmzo0wk4cgg8k484kc0c4k "Средства от налипания сварочных брызг")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/76myo1jrlsg84so440s4ck8s8gs0wo "Мелки и маркеры")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/2702f847f75c8de.s.siteapi.org/img/squ7j3bpiqs0kck8cw8s0gkoogssk8 "Сварочные горелки MIG")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/s.siteapi.org/2702f847f75c8de/img/bgitnh0rl4gsc0sc4s848c4cg80ssg "Сварочные горелки TIG")
:format(webp):no_upscale():watermark(2702f847f75c8de.s.siteapi.org/watermark/nrnxcbn0itc44wc40g4gggoso0ggw0,-1,-1,0,15,none)/s.siteapi.org/2702f847f75c8de/img/5c47z616sqo0000cgo88c0kowk0gc0 "Плазмотроны")
ПРАВИЛА ПОДБОРА РАСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ГОРЕЛОК MIG
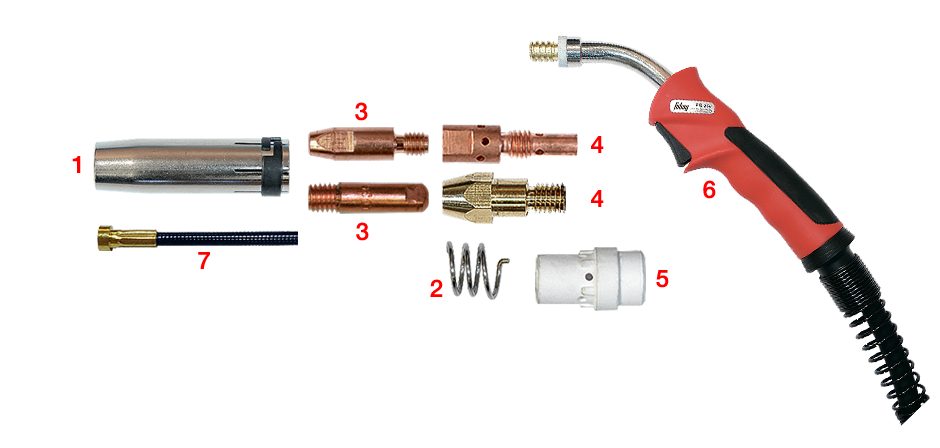
ПРАВИЛА ПОДБОРА РАСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ГОРЕЛОК MIG
- Газовое сопло выбирается в зависимости от модели самой горелки MIG (15, 24, 25, 26, 240, 36, 40, 400, 450, 500). Диаметр сопла выбирается исходя из необходимой защиты сварочной ванны. Чем больше диаметр сопла, тем большая защита сварочной ванны создается. Но на практике часто встречается ситуация когда в процессе работы с течением времени все опознавательные знаки с горелки стираются. Как подобрать сопло к такой горелке MIG?! По косвенным признакам, нужно измерить длину сопла, диаметр отверстия выхода газа и посадочный диаметр, полученные данные отправляйте на нашу почту zakaz@KO174.ru, и мы подберем для Вас подходящее сопло.
- Пружина или спираль сопла. В основном используется на 15й и 25й модели горелок, например (MB-15AK, MB-25AK). Пружина учавствует в безрезьбовом соединении газового сопла, что позволяет снять его в одно действие.
- Сварочный наконечник. Еще их называют токосъемы, семечки и т.д. Имеют резьбу М6, М8, М10. Диаметр сварочного наконечника подбирается под диаметр сварочной проволки. .
- Вставка под наконечник, он же адаптер контактного наконечника выбирается под модель самой горелки, и имеет резьбу М6 либо М8.
- Газовые диффузоры различаются материалом изготовления: пластик или керамика.
- Гусак горелки.
- Направляющий канал выбирается в зависимости от диаметра и химического состава сварочной проволоки. Тефлоновый канал используется для сварочной проволоки из алюминий-содержащих сплавов. Стальной канал – для остальных сплавов.
ПАРАМЕТРЫ ПОДБОРА СВАРОЧНЫХ ГОРЕЛОК MIG

Правила выбора MIG горелок
- Выбирать горелку необходимо в соответствии с параметрами сварочного тока источника, к примеру : максимальный ток источника 200 А при ПН 60 %, в таком случае горелки на 220 А с ПВ 60% будет более чем достаточно ( MS 24 )
- Выбор горелки так же зависит от режимов сварки, если задача сварочного поста сборка на прихватки или заварка коротких швов, имеет смысл выбирать горелку более компактную и лёгкую, расчитанную на небольшие токи.
- При продолжительных режимах сварки на высоких токах рекомендуется использовать горелки с жидкостным охлаждением, поскольку они имеет ПВ 100 % на максимальных рассчётных токах, кроме этого они имеют меньший вес чем горелки с воздушным охлаждением, что важно при длительных режимах работы . Однако, использование горелки с жидкостным охлаждением подразумевает наличие в сварочном аппарате встроенного куллера, если такового не имеется, то необходимо преобретать куллер отдельно, а это дополнительные затраты.
- Выбирать горелку следует так же по длине, горелки MIG имеют три варианта длины - 3/4/5 м. Чем больше удалённость от источника сварочного тока, тем длинней должна быть горелка, но необходимо учитывать, что при сварке мягкими проволоками, такими как порошковые и алюминиевые, кабель горелки должен быть максимально прямо растянут, воизбежание изгибов сварочной проволоки внутри канала.
- В целях унификации производств, оснащённых несколькими сварочными постами, целесообразно комплектовать их одинаковыми горелками, либо горелками с взаимозаменяемыми расходными частями.
ЧТО НУЖНО ДЛЯ СВАРКИ В РЕЖИМЕ TIG НА АППАРАТЕ MMA С ТАКОЙ ФУНКЦИЕЙ?
Для работы на ММА аппарате в режиме TIG вам понадобится следующее:
- Вентильная горелка TIG. Основное отличие такой горелки от обычной - это отсутствие кнопки включения. Открытие газа осуществляется путем открытия вентиля на самой горелке.
- Баллон с аргоном и аргоновый редуктор. Вентильная горелка подключается не к аппарату, а прямо к редуктору. Давление газа регулируется редуктором.
- Расходные материалы для сварки (керамическое сопло, цанга, держатель цанги, заглушка и вольфрамовый электрод). Их подбирают в зависимости от проводимых работ.
ЧТО НУЖНО ДЛЯ СВАРКИ АЛЮМИНИЯ НА АППАРАТАХ TIG И MIG?

Сварка алюминия.
Для сварки алюминия необходимо подготовить оборудование.
На инверторе TIG должен быть режим переменного тока (АС). Постоянный ток (DC) для сварки алюминия не используется.
Также нам понадобится:
- Специальная горелка TIG.
- Баллон с защитным газом (аргон высокой чистоты).
- Редуктор аргоновый БАРО 50-4 для регулировки давления защитного газа.
- Клемма заземления.
Для сварки алюминия на полуавтомате MIG необходимо следующее:
- В сварочной горелке заменить стальной направляющий канал на тефлоновый.
- Поставить сварочный наконечник с маркировкой AL.
- Поставить ролики в подающем механизме с U образной канавкой (а не с V-образной).
- Подсоединить газовый баллон с аргоном.
КАК ПРОИЗВОДИТЬ СВАРКУ ПРИ МИНУСОВОЙ ТЕМПЕРАТУРЕ?

Если всё-таки нужно варить, то нужно принять ряд мер:
- Поставить палатку над местом сварки и нагреть в ней воздух с помощью тепловой пушки.
- Прогреть свариваемый металл до температуры не менее 100 °С.
- Необходимо использовать оборудование, специально предназначенное для работы при отрицательных температурах:
- Сварочный инвертор Сварог ARCTIC ARC 250 (R06)
- Сварочный инвертор Сварог ARCTIC ARC 315 (R14)
- Сварочный полуавтомат Сварог ARCTIC MIG 250 Y (J04)
- Сварочный инвертор Сварог ARCTIC ARC 200 B (R05)
В противном случае для размещения оборудования нужно использовать теплые помещения или укрытия. Например, нагретая палатка или бытовка.
НАСКОЛЬКО МОЖНО УДЛИНЯТЬ СИЛОВОЙ КАБЕЛЬ ДЛЯ ММА СВАРКИ?
Калькулятор соответствия длины и сечения кабеля.
Формула для расчета: В = 0,017 × Метры × Ампер / мм2 (сечение кабеля).
Обратный кабель рекомендовано выбирать равным длине сварочного кабеля.
Значения приведенные в таблице актуальны для постоянного тока (DC) при температуре окружающей среды 20 °C и продолжительности нагрузки 100%.
| Длина, м | 15м | 20м | 30м | 40м | 45м | 55м | 60м | 70м | 75м | 85м | 90м | 100м | 105м |
| 100 Ампер | КГ 1×16 | КГ 1×25 | КГ 1×25 | КГ 1×35 | КГ 1×35 | КГ 1×50 | КГ 1×50 | КГ 1×50 | КГ 1×75 | КГ 1×75 | КГ 1×75 | КГ 1×95 | КГ 1×95 |
| 150 Ампер | КГ 1×25 | КГ 1×25 | КГ 1×35 | КГ 1×50 | КГ 1×50 | КГ 1×75 | КГ 1×75 | КГ 1×95 | |||||
| 200 Ампер | КГ 1×25 | КГ 1×35 | КГ 1×50 | КГ 1×75 | КГ 1×75 | КГ 1×95 | КГ 1×95 | ||||||
| 250 Ампер | КГ 1×35 | КГ 1×50 | КГ 1×75 | КГ 1×95 | КГ 1×95 | ||||||||
| 300 Ампер | КГ 1×35 | КГ 1×50 | КГ 1×75 | КГ 1×95 | |||||||||
| 350 Ампер | КГ 1×50 | КГ 1×75 | КГ 1×95 | ||||||||||
| 400 Ампер | КГ 1×50 | КГ 1×75 | |||||||||||
| 450 Ампер | КГ 1×50 | КГ 1×95 | |||||||||||
| 500 Ампер | КГ 1×95 | КГ 1×95 | |||||||||||
| 550 Ампер | КГ 1×95 | ||||||||||||
| 600 Ампер | КГ 1×95 |